Сверхтонкая и сверхдлинная обработка глубоких отверстий – это сложная задача, требующая специализированного оборудования и передовых технологий. В данной статье рассматриваются современные методы и инструменты для эффективной обработки таких отверстий, включая особенности сверления, развертывания и хонингования, а также факторы, влияющие на точность и качество обработки.
Сверхтонкая и сверхдлинная обработка глубоких отверстий – это процесс создания отверстий с очень малым диаметром и большой глубиной. Отношение глубины отверстия к его диаметру часто превышает 20:1, а иногда достигает и 100:1 или даже больше. Такие отверстия широко применяются в различных отраслях промышленности, включая:
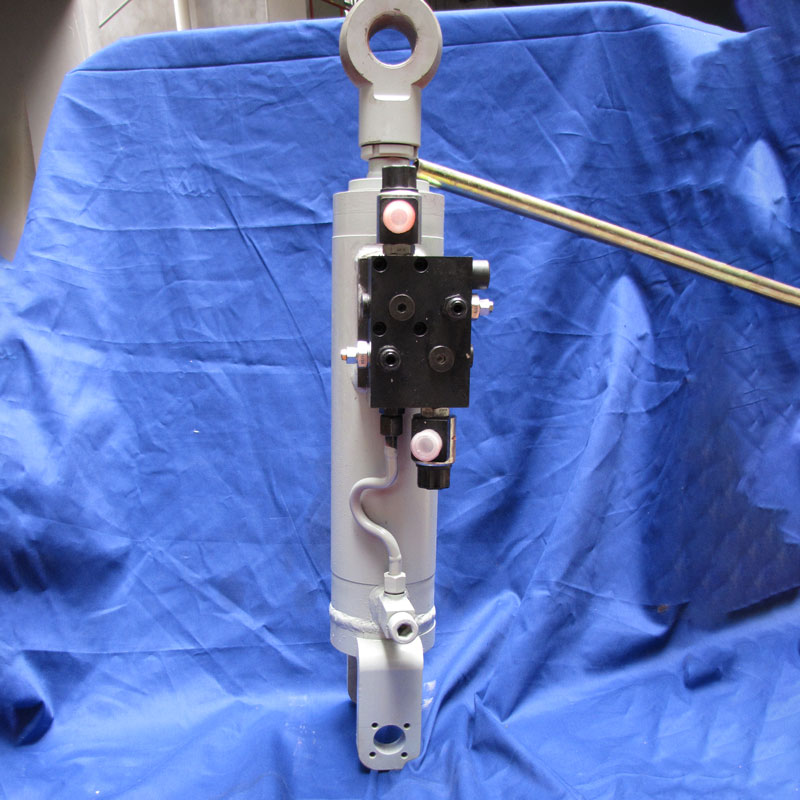
ООО Чунцин Башань Гидравлический Аксессуаров Фабрика, с опытом в производстве гидравлических компонентов, понимает важность точной обработки глубоких отверстий для обеспечения надежности и производительности гидравлического оборудования. Узнайте больше о наших услугах на bashanyeya.ru.
Существует несколько технологий, используемых для сверхтонкой и сверхдлинной обработки глубоких отверстий. Выбор конкретной технологии зависит от материала заготовки, требуемой точности и шероховатости поверхности, а также от диаметра и глубины отверстия.
Сверление ружейными сверлами является одним из наиболее распространенных методов для обработки глубоких отверстий. Ружейное сверло представляет собой однолезвийный инструмент с каналом для подачи смазочно-охлаждающей жидкости (СОЖ) непосредственно в зону резания. СОЖ выполняет несколько функций: охлаждает инструмент и заготовку, смазывает зону резания и удаляет стружку.
Преимущества:
Недостатки:
Электроискровая обработка (EDM) – это бесконтактный метод обработки, при котором материал удаляется с помощью электрических разрядов между электродом и заготовкой. EDM широко используется для обработки твердых и труднообрабатываемых материалов, таких как титан, закаленная сталь и карбид вольфрама.
Преимущества:
Недостатки:
Лазерная обработка – это метод обработки, при котором материал удаляется с помощью сфокусированного лазерного луча. Лазерная обработка может использоваться для сверления, резки и гравировки различных материалов, включая металлы, керамику и полимеры.
Преимущества:
Недостатки:
Ультразвуковая обработка использует высокочастотные колебания для удаления материала. Абразивные частицы, находящиеся в суспензии, ударяются о заготовку под воздействием ультразвука, вызывая микроскопическое разрушение поверхности.
Преимущества:
Недостатки:
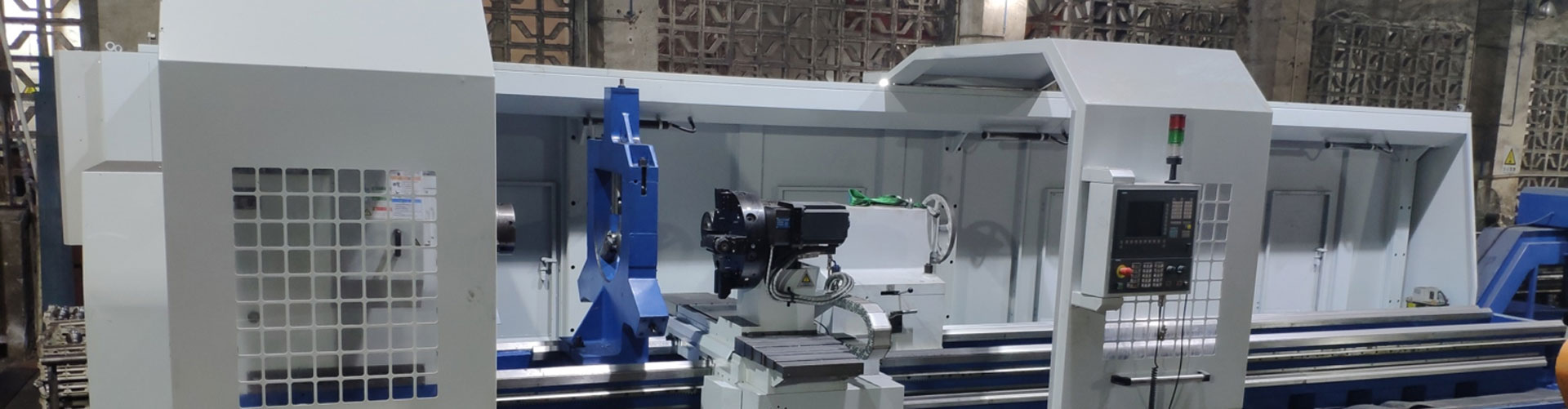
Для успешной сверхтонкой и сверхдлинной обработки глубоких отверстий необходимо использовать специализированные инструменты, разработанные для работы в сложных условиях.
Ружейные сверла изготавливаются из быстрорежущей стали (HSS) или твердого сплава. Они имеют специальную геометрию, обеспечивающую эффективное удаление стружки и подачу СОЖ в зону резания. Важным параметром ружейного сверла является его диаметр и длина, которые должны соответствовать требованиям конкретной задачи.
Развертки используются для окончательной обработки отверстий после сверления или расточки. Они обеспечивают высокую точность и гладкую поверхность. Развертки могут быть ручными или машинными, и изготавливаются из быстрорежущей стали или твердого сплава.
Хонингвальные головки используются для хонингования – процесса абразивной обработки внутренних поверхностей. Хонингование позволяет получить высокую точность, идеальную геометрию и оптимальную шероховатость поверхности. Хонингование широко используется для обработки цилиндров двигателей внутреннего сгорания, гидравлических цилиндров и других ответственных деталей.
Точность и качество сверхтонкой и сверхдлинной обработки глубоких отверстий зависят от множества факторов, включая:
Для достижения оптимальных результатов необходимо тщательно контролировать все эти факторы.
Рассмотрим несколько конкретных примеров применения сверхтонкой и сверхдлинной обработки глубоких отверстий.
В медицинской промышленности сверхтонкая и сверхдлинная обработка глубоких отверстий используется для изготовления компонентов эндоскопов. Эти отверстия необходимы для подачи света, воздуха и жидкостей к рабочей части эндоскопа. Диаметр отверстий может составлять всего несколько сотен микрометров, а глубина – несколько десятков миллиметров.
В аэрокосмической промышленности сверхтонкая и сверхдлинная обработка глубоких отверстий используется для изготовления топливных форсунок. Эти отверстия обеспечивают точное дозирование топлива в камеру сгорания двигателя. Точность и качество обработки этих отверстий критически важны для обеспечения эффективной работы двигателя и снижения выбросов вредных веществ.
В автомобильной промышленности сверхтонкая и сверхдлинная обработка глубоких отверстий используется для изготовления компонентов топливной системы. Например, в топливных рампах и форсунках используются отверстия малого диаметра для точной подачи топлива к цилиндрам двигателя.
Сверхтонкая и сверхдлинная обработка глубоких отверстий является сложной и ответственной задачей, требующей специализированного оборудования, передовых технологий и высокой квалификации оператора. Правильный выбор технологии обработки, инструмента и параметров резания позволяет достичь высокой точности, качества поверхности и производительности. ООО Чунцин Башань Гидравлический Аксессуаров Фабрика предлагает решения для обработки глубоких отверстий, обеспечивая высокое качество и надежность продукции.