Обработка глубоких отверстий специальной формы – сложный процесс, требующий специализированного оборудования и опыта. Узнайте о методах, инструментах и важных факторах для достижения точности и эффективности. Рассмотрены различные технологии, включая сверление, растачивание и хонингование, а также особенности работы с нестандартными формами и требования к качеству поверхности.
Обработка глубоких отверстий специальной формы представляет собой сложную задачу в современной металлообработке. Отличительной чертой является соотношение глубины отверстия к его диаметру, которое может достигать значительных величин. Кроме того, 'специальная форма' подразумевает, что отверстие не является простым цилиндром, а имеет сложный профиль, включающий конические участки, резьбу, канавки или другие элементы. Это требует использования специализированного оборудования и инструментов, а также высокого уровня квалификации оператора.
Такие отверстия широко востребованы в различных отраслях промышленности, включая авиацию, автомобилестроение, энергетику и машиностроение. Они применяются в компонентах двигателей, гидравлических системах, топливных насосах и других критически важных узлах.
Сверление глубоких отверстий – один из наиболее распространенных методов. Однако, при обработке глубоких отверстий стандартные сверла становятся неэффективными из-за проблем с отводом стружки и охлаждением. Для решения этих проблем используются специальные сверла, такие как однолезвийные сверла (пушечные сверла) и двухлезвийные сверла (BTA сверла).
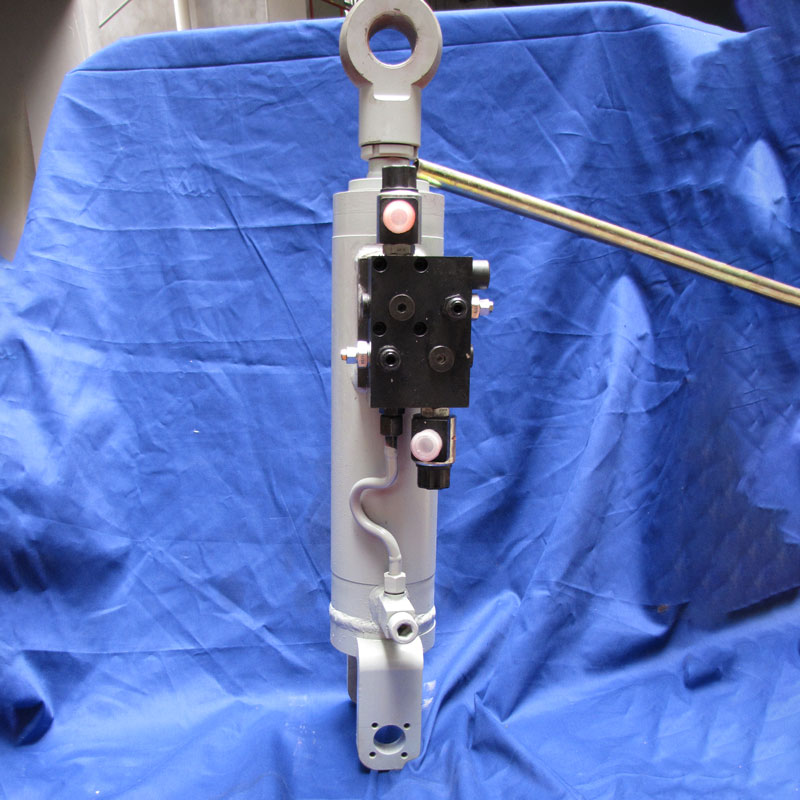
Растачивание используется для увеличения диаметра существующего отверстия и достижения высокой точности размеров и формы. Для обработки глубоких отверстий используются специальные расточные оправки с удлиненными штангами и антивибрационными устройствами.
Пример расточного инструмента, предназначенного для обработки глубоких отверстий, представлен на сайте ООО Чунцин Башань Гидравлический Аксессуаров Фабрика. Устойчивость к вибрациям является ключевым фактором, влияющим на качество обработки.
Хонингование – это финишная операция, используемая для достижения высокой точности размеров, формы и шероховатости поверхности. В процессе хонингования абразивные бруски совершают вращательные и возвратно-поступательные движения внутри отверстия, снимая тонкий слой металла.
Для хонингования глубоких отверстий используются специальные хонинговальные головки с удлиненными штангами и системой автоматической компенсации износа абразивных брусков.
Выбор правильного инструмента – критически важен для успешной обработки глубоких отверстий специальной формы. Важно учитывать материал заготовки, требуемую точность и качество поверхности, а также характеристики оборудования.
В таблице ниже представлены основные типы инструментов, используемых для обработки глубоких отверстий специальной формы, и их характеристики:
| Тип инструмента | Описание | Применение | Преимущества | Недостатки |
|---|---|---|---|---|
| Однолезвийные сверла (пушечные сверла) | Сверла с одной режущей кромкой и внутренним каналом для СОЖ. | Обработка отверстий малого и среднего диаметра. | Высокая точность, хорошее качество поверхности. | Низкая производительность. |
| Двухлезвийные сверла (BTA сверла) | Сверла с двумя режущими кромками и системой внутреннего отвода стружки. | Обработка отверстий большого диаметра. | Высокая производительность. | Требуется специальное оборудование для подачи СОЖ и отвода стружки. |
| Расточные оправки для глубокого растачивания | Оправки с удлиненными штангами и антивибрационными устройствами. | Увеличение диаметра и достижение высокой точности отверстий. | Высокая точность и качество поверхности. | Относительно низкая производительность. |
| Хонинговальные головки для глубокого хонингования | Головки с абразивными брусками и системой автоматической компенсации износа. | Финишная обработка для достижения высокой точности и шероховатости поверхности. | Очень высокая точность и качество поверхности. | Низкая производительность. |
Качество обработки глубоких отверстий специальной формы зависит от множества факторов, включая:
Как упоминалось ранее, обработка глубоких отверстий специальной формы востребована в различных отраслях промышленности. Вот несколько конкретных примеров:
Современные тенденции в обработке глубоких отверстий специальной формы направлены на повышение производительности, точности и автоматизации процессов. Вот некоторые из них: