Обработка глубоких отверстий в труднообрабатываемых материалах – сложная задача, требующая применения специализированного оборудования и инструментов. В статье рассматриваются современные методы обработки, включая сверление, растачивание и хонингование, а также выбор оптимальных инструментов и режимов резания для обеспечения высокой точности и качества поверхности. Особое внимание уделяется технологиям обработки таких материалов, как нержавеющие стали, титановые сплавы и жаропрочные сплавы.
Обработка глубоких отверстий в труднообрабатываемых материалах представляет собой серьезную проблему для металлообрабатывающей промышленности. Глубокими считаются отверстия, глубина которых в несколько раз превышает их диаметр. При работе с такими отверстиями возникают трудности, связанные с удалением стружки, обеспечением смазки и охлаждения, а также с поддержанием точности и прямолинейности.
Труднообрабатываемые материалы, такие как нержавеющие стали, титановые сплавы, жаропрочные сплавы и композиты, обладают высокой прочностью, твердостью и износостойкостью, что делает их обработку особенно сложной. При обработке глубоких отверстий в труднообрабатываемых материалах необходимо учитывать их склонность к наклепу, низкую теплопроводность и высокую абразивность.
ООО Чунцин Башань Гидравлический Аксессуаров Фабрика предлагает широкий спектр решений для обработки металлов, включая инструменты и технологии для обработки глубоких отверстий в труднообрабатываемых материалах. Подробнее о нашей продукции вы можете узнать на сайте https://www.bashanyeya.ru/.
Сверление является одним из наиболее распространенных методов обработки глубоких отверстий в труднообрабатываемых материалах. Существует несколько технологий сверления, каждая из которых имеет свои преимущества и недостатки:
Растачивание применяется для повышения точности и качества поверхности глубоких отверстий в труднообрабатываемых материалах после сверления или литья. Для растачивания используются специальные расточные головки с одной или несколькими режущими кромками. Важными факторами при растачивании являются жесткость инструмента и станка, а также эффективная подача СОЖ.
Хонингование – это метод финишной обработки глубоких отверстий в труднообрабатываемых материалах, позволяющий получить высокую точность размеров, идеальную геометрию и низкую шероховатость поверхности. Хонингование выполняется с помощью специальных хонинговальных головок с абразивными брусками. Процесс хонингования обеспечивает высокое качество поверхности и улучшает эксплуатационные характеристики детали.
Выбор правильного инструмента является критически важным фактором для успешной обработки глубоких отверстий в труднообрабатываемых материалах. При выборе инструмента необходимо учитывать тип материала, глубину и диаметр отверстия, требования к точности и качеству поверхности.
Правильный выбор режимов резания играет важную роль в обеспечении высокой производительности и качества обработки глубоких отверстий в труднообрабатываемых материалах. Режимы резания включают скорость резания, подачу и глубину резания.
При выборе режимов резания необходимо учитывать тип материала, тип инструмента, глубину и диаметр отверстия, а также требования к точности и качеству поверхности. Как правило, для обработки труднообрабатываемых материалов рекомендуется использовать более низкие скорости резания и подачи по сравнению с обработкой обычных сталей.
Эффективное охлаждение и смазка также являются важными факторами при обработке глубоких отверстий в труднообрабатываемых материалах. Рекомендуется использовать СОЖ с высоким содержанием масел и присадок, обеспечивающих хорошую смазку и охлаждение.
Нержавеющие стали обладают высокой прочностью, коррозионной стойкостью и склонностью к наклепу. Для обработки глубоких отверстий в нержавеющей стали рекомендуется использовать сверла и расточные головки из твердого сплава с покрытием, обеспечивающим высокую износостойкость. Скорость резания должна быть умеренной, а подача - низкой. Обильное охлаждение СОЖ обязательно.
Титановые сплавы характеризуются высокой прочностью, низкой теплопроводностью и высокой химической активностью. Для обработки глубоких отверстий в титановых сплавах рекомендуется использовать сверла и расточные головки из твердого сплава с алмазным покрытием. Скорость резания должна быть низкой, а подача - умеренной. Обильное охлаждение СОЖ обязательно. При обработке титановых сплавов важно избегать перегрева инструмента.
Жаропрочные сплавы обладают высокой прочностью и жаростойкостью при высоких температурах. Для обработки глубоких отверстий в жаропрочных сплавах рекомендуется использовать сверла и расточные головки из керамики или кубического нитрида бора (CBN). Скорость резания должна быть очень низкой, а подача - очень низкой. Обильное охлаждение СОЖ обязательно. При обработке жаропрочных сплавов важно обеспечивать высокую жесткость инструмента и станка.
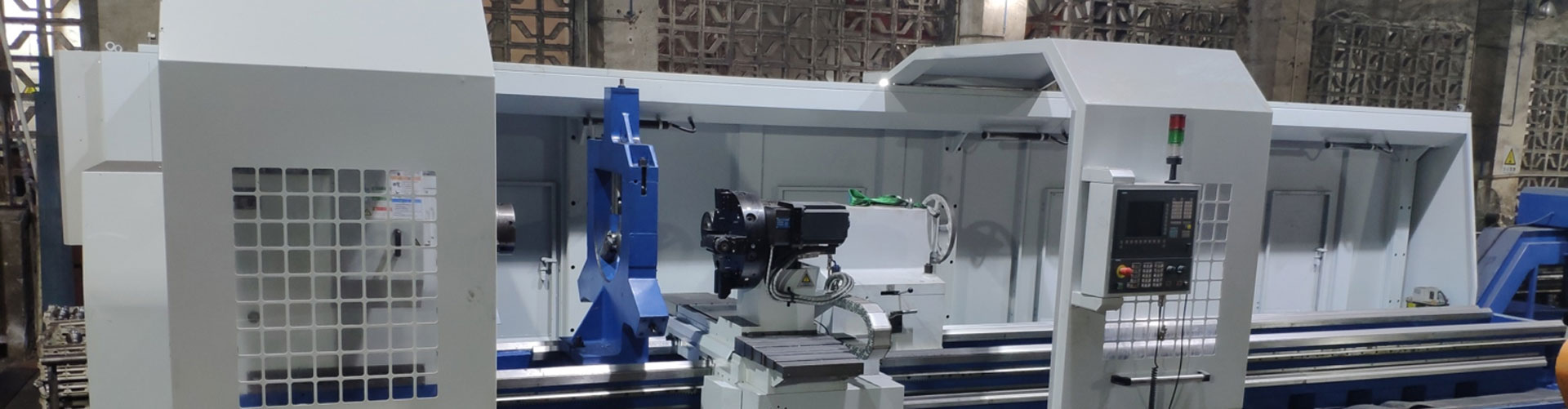
Для обработки глубоких отверстий в труднообрабатываемых материалах требуется специализированное оборудование, обеспечивающее высокую точность, жесткость и стабильность процесса. К такому оборудованию относятся:
Контроль качества является неотъемлемой частью процесса обработки глубоких отверстий в труднообрабатываемых материалах. Контроль качества включает в себя контроль размеров, геометрии и качества поверхности отверстия.
Для контроля качества глубоких отверстий в труднообрабатываемых материалах используются различные измерительные инструменты и методы, такие как:
Обработка глубоких отверстий в труднообрабатываемых материалах – сложный, но решаемый технологический процесс. Правильный выбор технологии, инструмента и режимов резания, а также использование специализированного оборудования и эффективного контроля качества позволяют получить высококачественные изделия с требуемыми характеристиками.
ООО Чунцин Башань Гидравлический Аксессуаров Фабрика предлагает комплексные решения для обработки глубоких отверстий в труднообрабатываемых материалах, включающие в себя подбор инструмента, разработку технологических процессов и обучение персонала. Свяжитесь с нами, чтобы узнать больше о наших возможностях.
Мы также предлагаем услуги по гидроцилиндрам. Наша компания является одним из ведущих поставщиков гидроцилиндров в регионе.